Thickness Test for High Temperature Pipe (Ultrasonic Thickness Measurement)
In year 2015, a Client requested PowerQ’s expertise to perform thickness testing for steel pipes at a food grade costing manufacturer’s plant where pipe were installed several years ago. There was also no record of past thickness tests. The decisions about corrosion and erosion of piping and pressure vessels were based on immediate measurements that accurately reflect the high temperature environment.
The challenge was to perform this work on live pipe carrying hot heating oil at temperature above 250 deg C.
Chemical plants require thickness measurements in corrosive and heated environments, and on stream inspection point systems were proposed. Measurements were made in on stream inspection point systems, recorded at the same point each time at predetermined intervals. This is to accurately assess the rates of corrosion and erosion, and to foresee any necessary replacements.
Protective equipments were used by PowerQ NDT Engineer to prevent burns, and to prevent damage to the transducer and cables of UT tester for the ultrasonic testing equipment. In high temperature environments, the velocity of sound decreases. As temperatures increase within a material, the ultrasound signal or wave of vibration transmits less and less effectively. For the same reason, attenuation or loss of energy increases in high temperature materials and it becomes more difficult to obtain a strong recognizable signal. Couplant properties are a significant factor among the difficulties incurred in high temperature environments.
PowerQ performed the work by conducting risk analysis and safety review as the pipe were at high non-reachable by temporary scaffolding. Proper PPE were used when selecting, lagging and cladding were removed, and Thickness test for several pipes were conducted. Suitable instruments with inputs for constant temperature were used. The instrument was calibrated for the type of steel, and measurement was made at minimum four locations in radius. The thickness results were compared with design requirements and at various locations in the same pipe. Thickness was compared at location where flow pressure was high (near pumps). An external visual examination was also performed to determine condition at the outside of piping, insulation, painting; including associated hardware for signs of corrosion, pitting, deposits and rust.
Thickness was measured in accordance to ASTM A53 – Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and Seamless.
The approximate installation date of pipe was advised by Client. There were no initial data for thickness measurements were available. At certain critical points, the erosion rate data was found as in table below:
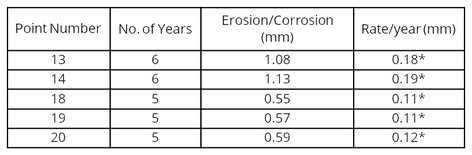
Considering an acceptable corrosion rate for the above pipes is 0.3mm/year, the following were recommended.
- Monitor thickness and condition every 2 years, on both straight pipe length and elbow
- Conduct oil sample analysis and to carry out necessary filtration to reduce contamination which could affect erosion and corrosion in pipe
- Conduct an internal examination during shut down as opportunity arises
At some location, the wall thickness was found to be less than 40%, indicating pipe are prone to leaks or rupture in cases of pressure surge. Considering safety risk and the condition of pipe and general service life of pipe is up to 30-50 years, replacement was recommended. In addition, Client was recommended to run system at lower pressure to reduce any risk of pipe rupture due to wall thinning.